

从高效切削到精准加工,华菱将引领您进入风电齿轮、风电轴承和风电叶片加工的实践事例,展现这些华菱CBN刀具如安在风电职业中发挥关键作用。
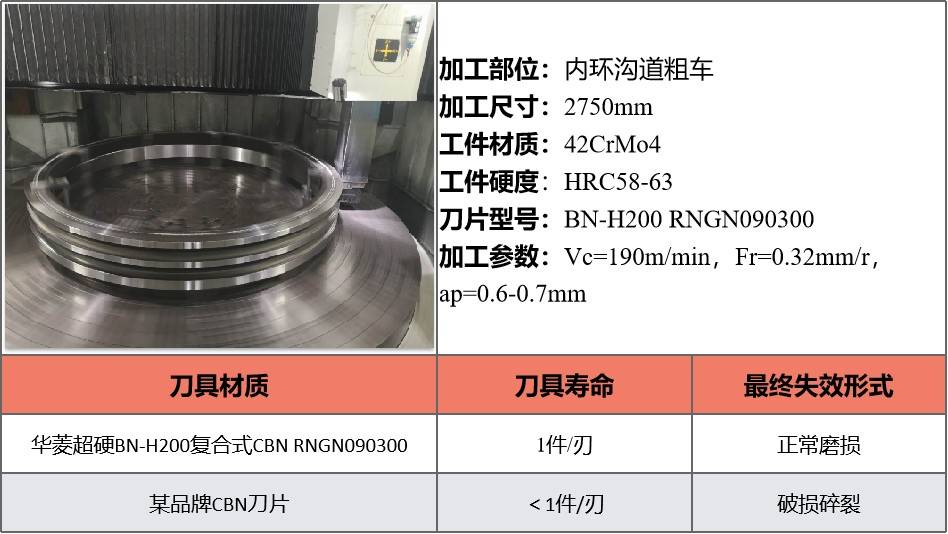
(1)风电轴承内环沟道粗车:选用华菱BN-H200 RNGN090300的刀片,并对加工参数进行了调整。BN-H200原料杰出的耐磨性面临客户的沟道部位压力角尺度超差,粗糙度超差,工件外表有划痕等痛点方便的解决。
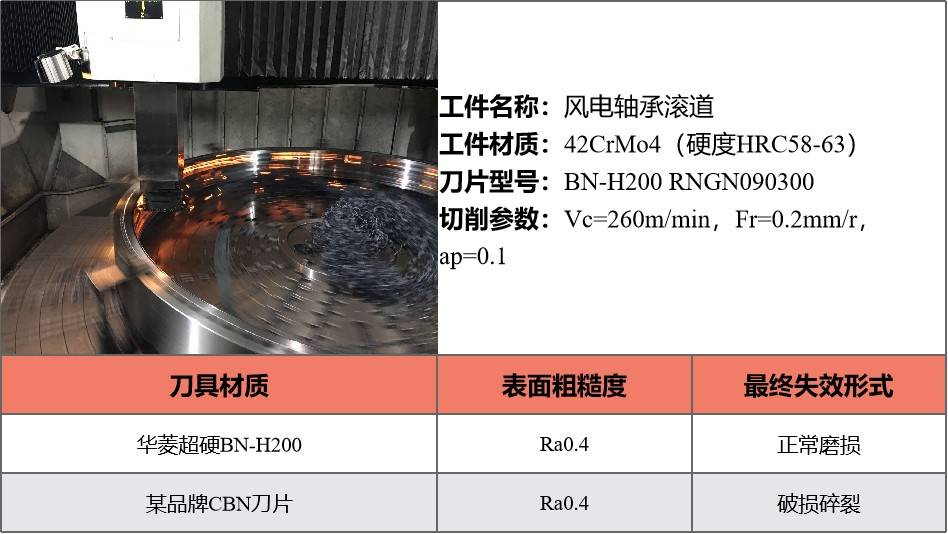
(2)风电轴承滚道加工:常用全体聚晶CBN刀片类型RNGN090300,出产功率明显进步,外表光洁度可到达Ra0.4。
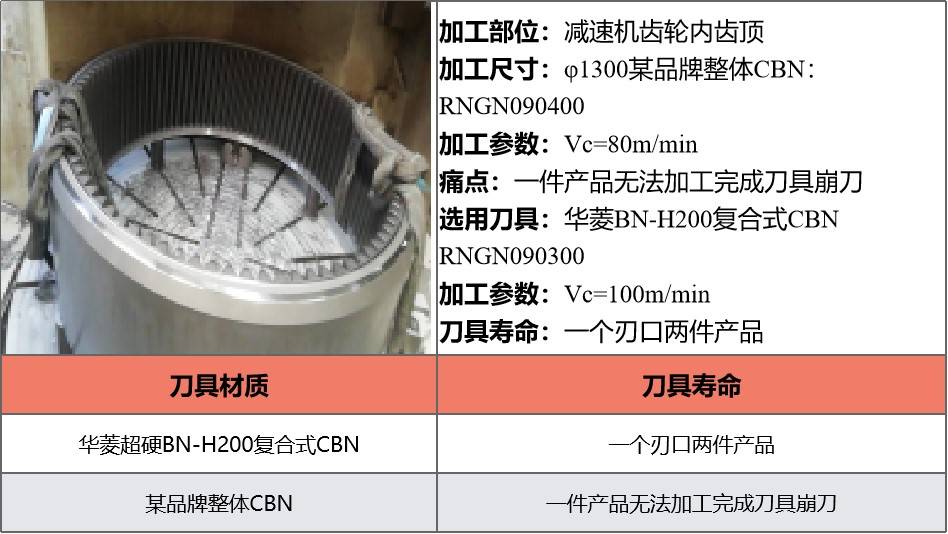
(1)风电齿轮外圈加工:选用华菱BN-H200复合式CBN,切削速度由本来的80m/min,提升至100m/min的情况下,比较某品牌CBN刀片,一个刃口能够顺畅加工两件产品功率直接进步2倍。
(2)精车齿顶外圆加工:选用华菱BN-H200 RNGN090300刀片,相较于某品牌CBN刀片,平等切削参数的情况下,BN-H200的功率直接进步50%,而且终究失效方式为正常磨损。

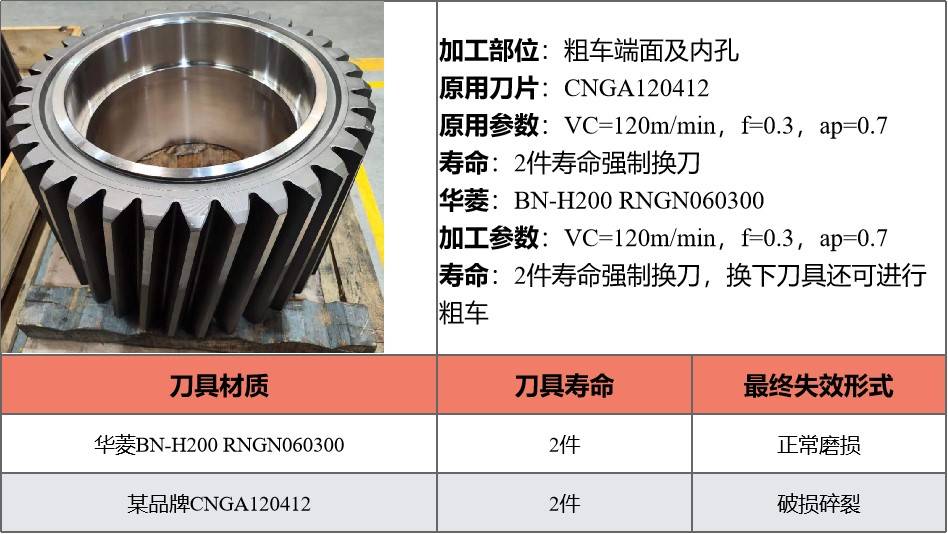
(3)粗车端面及内孔:华菱引荐运用BN-H200 CBN RNGN060300的刀片后,在确保最低2件寿数的硬性条件下,圆形刀片面临杂乱工况体现更安稳,优势代客户原用刀具;
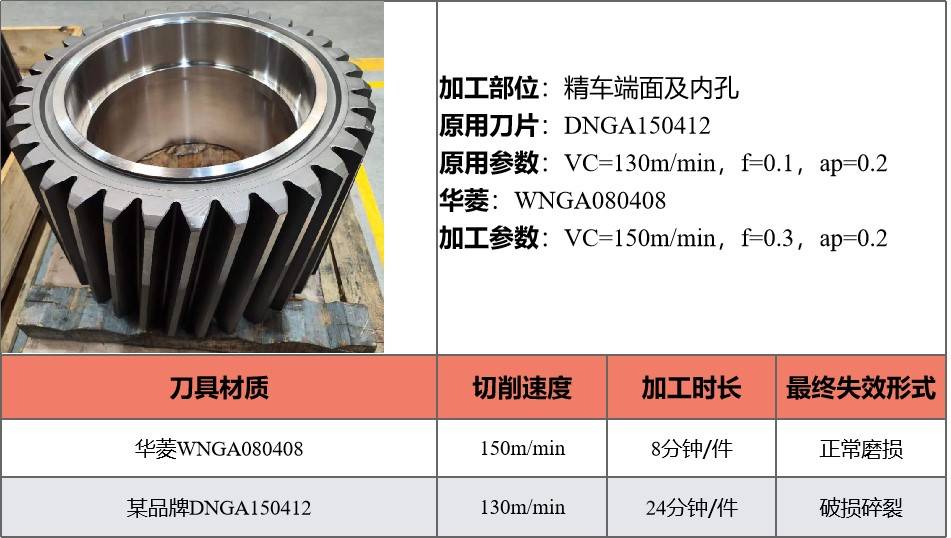
(4)精车端面及内孔:华菱BN-H200 WNGA原料刀片在完结300深内孔加工后,依旧能操控粗糙度在0.6以内。而且单件加工时长由之前的24分钟缩短至8分钟,加工功率提升了3倍。
声明:本文由入驻搜狐大众渠道的作者编撰,除搜狐官方账号外,观念仅代表作者自己,不代表搜狐态度。

