

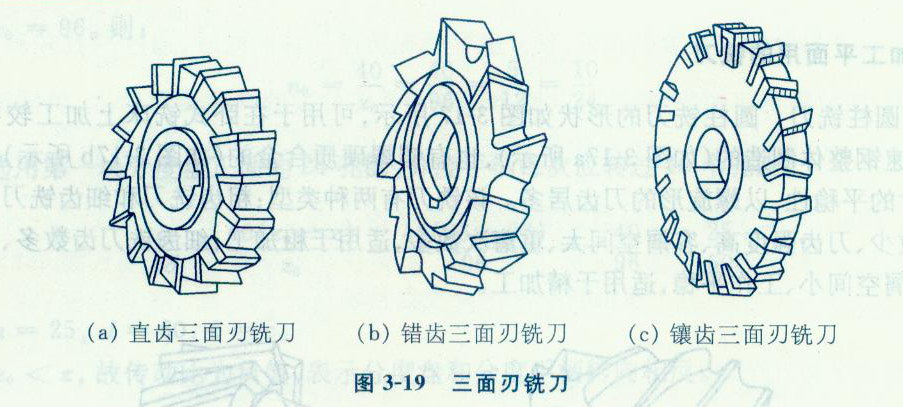
(1)三面刃铣刀三面刃铣刀除圆周外表具有主切削刃外,两旁边面还具有副切削刃,从 而改进了切削条件,提高了切削功率和降低了外表粗糙度。大多数都用在加工凹槽和台阶面。 三面刃铣刀可分为直齿三面刃铣刀、错齿三面刃铣刀和镶齿三面刃铣刀。
如图3-19a所示为直齿三面刃铣刀,它制作简略,但切削条件较差;如图3-19b所示为 错齿三面刃铣刀,与直齿三面刃铣刀比较,它具有切削平稳,切削力小,排肩简单等长处。直 径较小的三面刃铣刀常用高速钢制成整体式,直径较大的三面刃铣刀常釆用镶齿结构,镶齿 三面刃铣刀结构如图3-19c所示。
(2)锯片铣刀如图3-20所示,锯片铣刀较薄,只在圆周上有切削刃,大多数都用在堵截工 件和在工件上铣削窄槽。
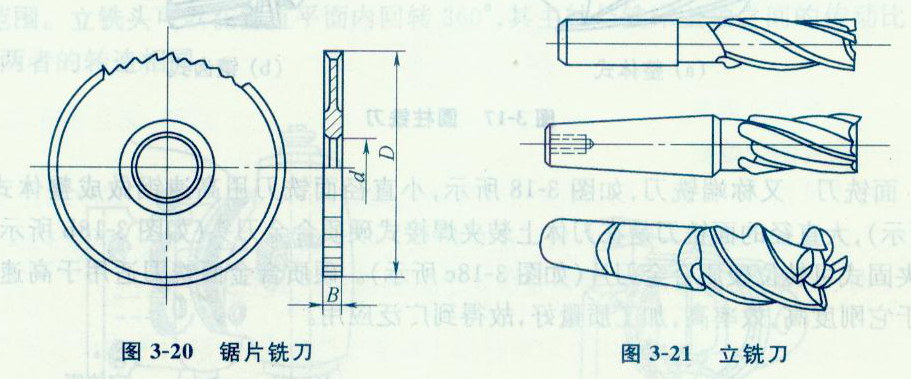
(3)立铣刀如图3-21所示,立铣刀相当于带柄的小直径圆柱铣刀,既可用于加工凹 槽,也可加工平面、台阶面,使用靠模还可加工成形外表。当立铣刀直径较小时,柄部制成直 柄;直径较大时,柄部制成锥柄。立铣刀圆柱面t的切削刃是主切削刃,端面上的切削刃没 有经过中心,是副切削刃。作业时不宜作轴向运动。
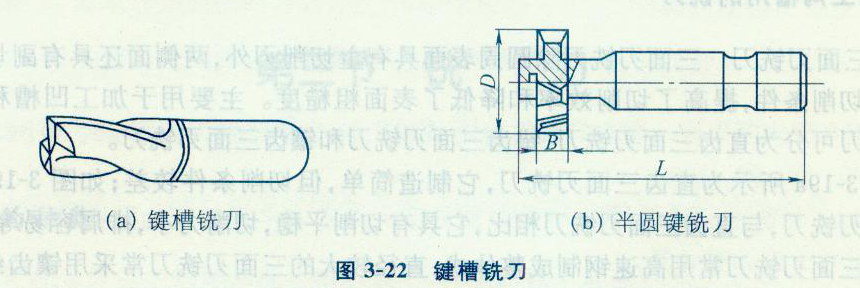
(4)键槽铣刀如图3-22所示,键槽铣刀大多数都用在加工轴上的键槽。如图3-22a所示 键槽铣刀的外形与立铣刀类似,不同的是它只要两个刀齿,端面切削刃延伸至中心是主切削 刃,圆柱面上的切削刃是副切削刃,因而,在加工网端+通的键槽时,能沿轴向作适量的进 给。如图3-22b所示的键槽铣刀专用于在轴上加工半圆键槽。
(5)视点铣刀如图3-23所示,视点铣刀大多数都用在加工带视点的沟槽和斜面。图 3-23a为单角铣刀,圆锥切削刃为主切削刃,端面切削刃为副切削刃3图3-23b为双角铣刀, 两圆锥面上的切削刃均为主切削刃。它分为对称双角铣刀和不对称双角铣刀。

